
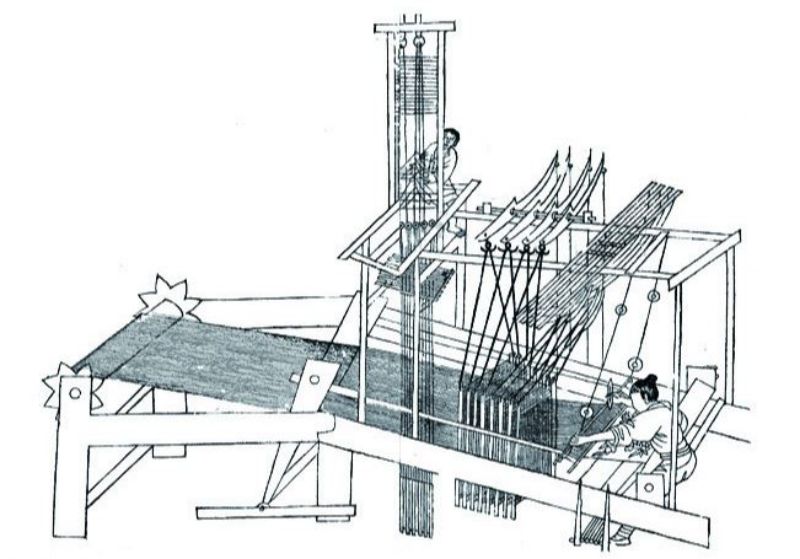
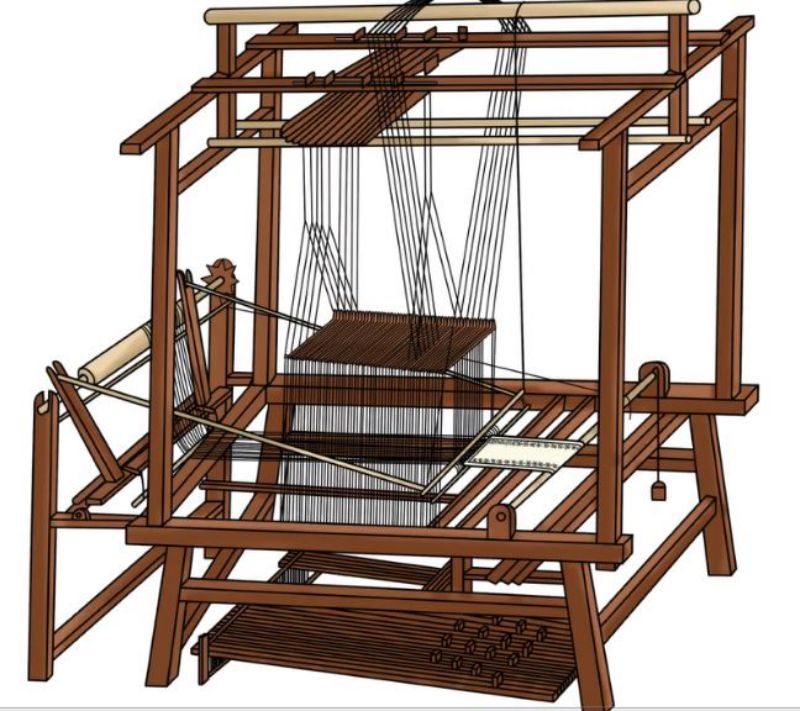
Ткачество
Лента переплетает основу и уток.Скрученную нить скручивают в шпульку (мотушку), а уток свертывают в крючок и помещают на ленту ткацкого станка.В 1930-х годах были представлены деревянные ткацкие станки ручной работы и ткацкие станки из железного дерева.В начале 1960-х годов ткацкий станок 1511 был переоборудован в ткацкий станок, который широко используется и сегодня.Поскольку ширина пояса небольшая, метод плетения разный: есть одинарные корни, двойные корни, десятки корней, есть одинарные слои, есть двойные слои.
В 1967 году исследовательская группа по бесчелночному ленточному ткачеству с рабочими в качестве основной части успешно разработала и изготовила высокоскоростную одночелночную ленточную ткацкую машину, которая реализовала бесчелночное ленточное плетение, сократила процесс, заняла небольшую площадь и повысила производительность труда, что является новаторской работой в истории китайской ленточной технологии.
В 1970-х годах из-за популярности машин непрерывного крашения и глажки лент обработка лент превратилась из традиционного первого крашения и плетения в первое крашение и крашение, первое ткачество и отбеливание, а также непрерывную отделку и глажку.Ленточная технология вошла в ряды механизированного массового производства.В начале 1980-х годов Швейцария, Италия и Федеративная Республика Германия представили высокоскоростные бесчелночные ленточные ткацкие машины, гладильные машины, оберточные машины, сновальные машины и так далее.И ленточная технология вышла на новый этап развития.
Развитие лямочных технологий привело к обновлению продукции.В 1979 году было успешно произведено первое поколение лент из резиновых слитков SD9-9 в Китае, что положило конец истории зависимости от импорта.В 1980 году была разработана резиновая лента из слитков типа SD-81A и B с мягкими, тонкими, прочными характеристиками, небольшим удлинением, небольшой ударной нагрузкой, короткими и плоскими характеристиками соединения.В начале 1990 года было успешно проведено пробное производство автомобильных ремней безопасности Santana.После более чем двух лет исследований и пробного производства качество продукции достигло стандартов QC49-92 и TL-VW470.
Ткачество (слитковое плетение)
После того как бочонок пряжи и уток намотаны в уточную трубку, их вставляют в основание с фиксированными зубьями вязальной машины.Уточная трубка вращается по траектории в форме восьмерки и протягивает нити друг через друга.Обычно количество слитков четное, лента трубчатая, количество слитков нечетное, лента плоская.Процесс ткачества использовался со времен древнего Китая, а количество веретен варьируется от 9 до 100 в зависимости от оборудования.Основной процесс ткачества: отбеливание, намотка, плетение, съемка, резка, упаковка.С 1960 года в вязальной машине было осуществлено множество технологических новшеств, в основном включая увеличение диаметра персиковой пластины, установку автоматических стопорных устройств для разрыва резинок, замену железных слитков нейлоновыми веретенами.Усовершенствование этого оборудования позволило увеличить скорость до 160–190 об/мин, вертикальную скорость увеличить вдвое, а качество продукции значительно улучшить.

Плести можно не только лямку, но и веревку.Трубчатый ремень представляет собой разновидность плетеной веревки, диаметр 1 ~ 4 см называется веревкой или веревочной линией, диаметр более 4 см называется веревкой, а диаметр более 40 см называется кабелем или кабелем.В 1989 году промышленность представила японское оборудование для производства стереотипных кабелей, а в следующем году производство полипропиленовых стереотипных кабелей получило национальную серебряную награду.
Вязание
В 1970-е годы в лямках широко применялись технологии осново- и уточного вязания.В 1973 году было успешно осуществлено пробное производство вязаного нейлонового широкого узкого ремня.В 1982 году были представлены итальянские вязальные машины, передовые технологии, широкий ассортимент продукции, особенно подходящей для тонких декоративных тканей, таких как кружево, резинки, оконные ширмы, декоративные ремни и так далее.Основной процесс: отбеливание – намотка – плетение – глажка – упаковка.

До 1970-х годов заготовку трубы пожарного рукава ткали на горизонтальной машине с деформацией большого диаметра и низкой производительностью.Во второй половине 1974 года, в соответствии с принципом вязания, в промышленности была организована исследовательская группа по плетению трубчатых заготовок с использованием переплетения основы и утка, опираясь на петельную пряжу во время петлевого процесса, используя игольный цилиндр и устанавливая дугу петлевая пряжа для соединения переплетенной основы и утка в одно целое, чтобы получить трубчатое трикотажное полотно с уточной и основной подкладкой.Уровень технологии производства водопроводных труб с покрытием и пожарных рукавов высокого давления занимает одно из первых мест в стране.
Время публикации: 6 декабря 2023 г.